
Needleless vs Needle Electrospinning: Productivity, NanoFiber Quality, Scalability, and Total Cost of Ownership Compared. Which one should I choose?
Updated: February 25, 2026 Author note (expertise): Written by an engineering team with hands-on experience designing and operating lab, pilot, and Industrial continuous nanofiber electrospinning systems for R&D and scale-up.
Problem-first introduction. Why this nanofiber production method comparison matters in real projects.
Most electrospinning teams hit the same wall: the lab process works, the first nanofiber membranes look great, but the moment you try to scale-more hours, more area, more batches, more consistency—your output stops behaving like the “paper” version of electrospinning. You get needle clogging, jet instability, diameter drift, humidity sensitivity, uneven basis weight, or productivity that is simply too low to justify the labor and solvent handling. In parallel, “industrial electrospinning” marketing often collapses a complex reality into a single promise: needleless = high throughput, or needles = high precision. But it is not that simple.
In practice, scaling electrospinning is an engineering trade-off between electrohydrodynamic stability, mass transfer (solvent evaporation), electric field uniformity, solution rheology, collector design, and factory realities like uptime, cleaning, safety compliance, machinery material science and operator skill. That’s why the correct question is not “Which is better?” but:
- Which electrsopining architecture matches your target (nanofiber diameter distribution, web uniformity, layered structures, functional additives, medical cleanliness, or production throughput)?
- What is the real cost per usable square meter of nanofiber membrane or by batch after scrap, downtime, maintenance, and QA?
- Where does scale-up electrospinning process fail first—and how do you design around it?
This article compares needle-based (single-needle and multi-needle) versus needleless (free-surface or open surfaces) electrospinning methods with a practical focus on productivity, fiber quality, scalability, and total cost of ownership (TCO), including a neutral “vendor-style” comparison.
What is electrospinning? Let us first clarify this concept simply.
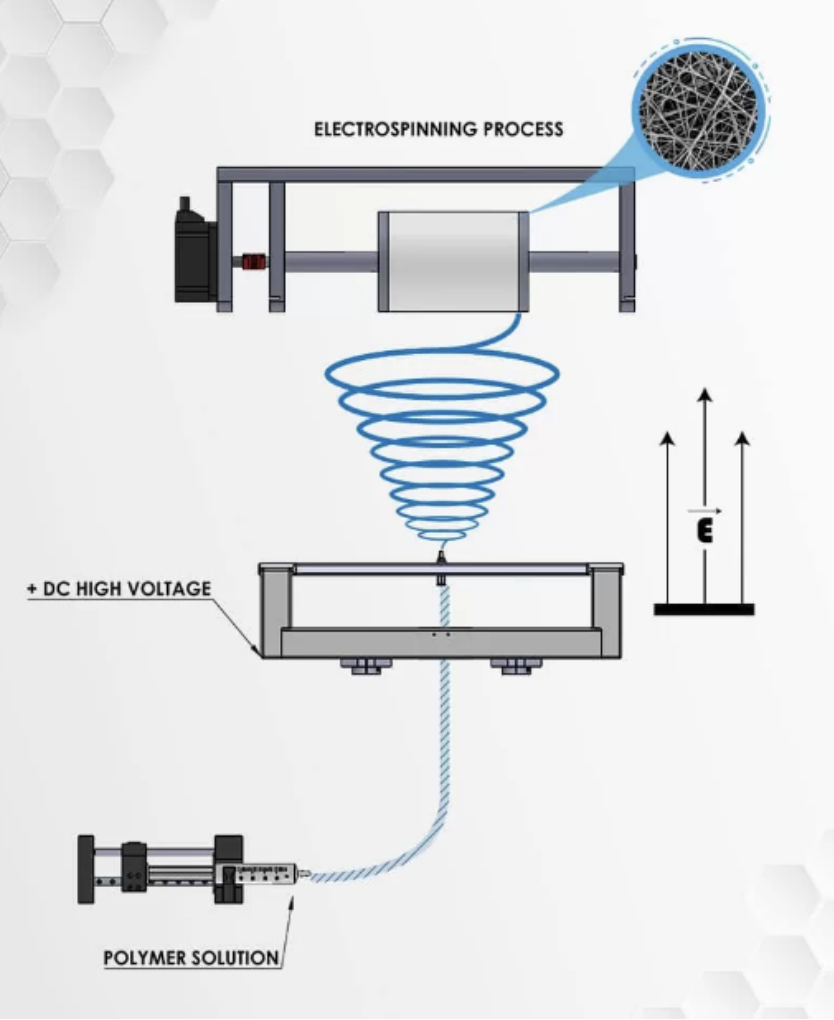
Electrospinning is a manufacturing technique that uses a high-voltage electric field to draw a charged jet of polymer solution (or melt) into continuous nanofibers that solidify in flight and deposit on a collector as a nonwoven membrane. The key physics is the formation of a Taylor cone and an electrically driven jet whose thinning and whipping instabilities stretch the polymer into fibers. Scale and quality depend on the electric field, solution properties (viscosity, conductivity, surface tension, polymer type in molecular structure), environment (humidity/temperature), and collector design. As a summary electrospinning is a high-tech manufacturing technique.
Needle vs needleless electrospinning (short definitions)
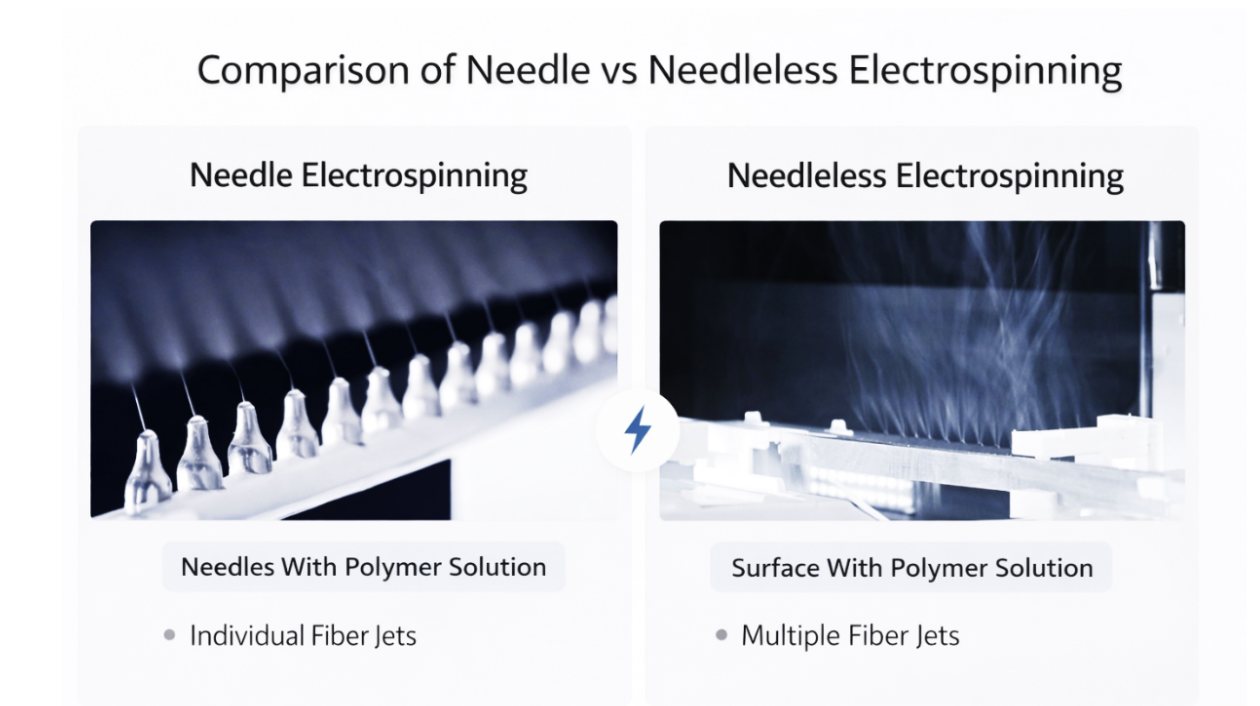
Needle electrospinning (NES)
A polymer solution is fed through a needle/nozzle at a controlled flow rate. A Taylor cone forms at the nozzle tip, producing a jet that deposits fibers on a collector. Single-needle configurations offer enhanced controllability. In contrast, multi-needle or multi-nozzle systems provide higher throughput; however, without careful design, they may encounter challenges such as balance concerns, clogging, and field interaction effects.
Needleless electrospinning (NLES / open-surface ES)
Instead of forcing solution through needles, jets form from a free liquid surface or a solution-coated electrode (wire/cylinder/disc/rod). Multiple Taylor cones can self-form across the surface, increasing potential throughput and reducing needle clogging—at the cost of a narrower, more coupled process window and sometimes wider fiber distribution.
Physics and engineering mechanisms (step-by-step) electrospinning
1) The shared core mechanism: how a nanofiber jet is born
Regardless of architecture, electrospinning typically follows these steps:
- Charge injection & surface polarization High voltage creates charge accumulation at the liquid surface (needle tip or free surface).
- Taylor cone formation Electrostatic forces overcome surface tension, shaping the liquid into a cone.
- Jet initiation A thin jet erupts from the cone apex when the electrostatic stress exceeds a threshold.
- Jet stretching + whipping instability The jet undergoes bending/whipping, dramatically stretching and thinning the filament.
- Solvent evaporation / solidification The polymer solidifies mid-flight; incomplete evaporation can cause beads, fused fibers, or film-like deposits.
- Deposition on collector A grounded or oppositely charged collector gathers fibers; collector motion sets uniformity and alignment.
Scale-up problems usually come from steps 2–5: the cone and jet become sensitive to field nonuniformity, solution drift, and environmental variability.
Engineering techniques: Needle-based electrospinning systems (what changes when you add needles)
Single-needle: maximum control, minimum output
Strength: tight control over flow rate, jet location, and often fiber reproducibility. Weakness: the fundamental limitation is that one needle typically supports one stable jet (sometimes a secondary jet appears, but not reliably), so throughput is low compared to industrial targets. A commonly cited scale-up motivation is that conventional needle electrospinning has low production rate, which pushed development of multi-needle and needleless methods.
Multi-needle: throughput via parallelization (and new failure modes)
Multi-needle systems try to scale by running many jets in parallel. The engineering challenges are predictable:
- Flow balancing: small variations in channel resistance create different flow rates → different fiber diameters.
- Electric-field coupling: neighboring needles distort local fields → jet deflection and nonuniform deposition.
- Needle clogging & drying: solvent evaporation at tips increases viscosity; particles/additives accelerate clogging.
- Maintenance burden: cleaning dozens of nozzles becomes an uptime limiter.
- Safety & solvent management: more emitters often means more aerosol risk and stricter enclosure/ventilation requirements.
Modern scale-up reviews summarize multi-needle as a valid route but one that requires serious engineering controls (humidity, temperature, nozzle design and sometimes automated cleaning) to maintain reproducibility.
Engineering techniques: Needleless systems (why they scale differently)
Needleless electrospinning is best understood as “distributed self-formed jets” rather than “one jet per nozzle.”
How free-surface jetting forms multiple Taylor cones
On an open surface electrode or solution bath, the electric field concentrates at surface perturbations and edges. Multiple Taylor cones can appear simultaneously, producing multiple jets. This is the core reason needleless systems can increase output: many jets form naturally across the emitting surface.
Typical needleless emitter geometries (practical view)
Common industrial designs include:
- Wire / string / thin electrode: coated with solution; jets form along the length
- Cylinder / rotating drum electrode: continuously refreshes solution film
- Disc / spiral / bead-chain electrodes: increase edge field concentration
- Open bath with a charged electrode: jets form from the bath surface
A well-known needle-free approach describes a solution-coated electrode in a strong electrostatic field designed to achieve industrial uniformity and throughput. However, the needless technique needs significantly more electrical charge to counter surface energy and produce stable nanofiber jets.
Why “no needles” doesn’t mean “no problems”
Needleless electrospinning systems avoid needle clogging, but introduce other coupled constraints:
- Surface renewal dynamics: solution film thickness, replenishment, and viscosity drift matter continuously
- Jet count variability: number of active jets changes with conductivity, humidity, and solvent loss
- Broader distribution risk: if the local field varies across the surface, fiber diameter and basis weight can vary more
- Solvent vapor load: high throughput raises solvent evaporation rate → ventilation and explosion protection become central engineering constraints
Recent technical literature continues to develop needleless nanofiber production methods for more effective production and improved control.
The parameters that really decide outcomes in terms of nanofiber production
Comparison table to decide your need checklist.
| Parameter group | Needle-based (single/multi) | Needleless (open-surface) | What it mainly impacts |
|---|---|---|---|
| Electric field (kV, gap mm) | Field is concentrated at tips; easier to localize jets | Field distribution across emitter surface; harder to keep uniform | Jet stability, diameter, bead formation |
| Flow / feed control | Precise syringe/pump control per needle (single best) | Bulk feed to surface; local flow is emergent | Diameter distribution, jet count stability |
| Solution viscosity & concentration | Clogging risk at tip; sensitive to drying | Surface thickening & drift across bath/film | Beads vs fibers, diameter, uptime |
| Conductivity / salts / additives | Can destabilize or form multiple jets; impacts arcing | Strongly changes jet count across surface | Productivity vs variability |
| Humidity & temperature | Tip drying + charge dissipation issues | Jet initiation density + solvent evaporation changes | Uniformity, defects, reproducibility |
| Solvent evaporation rate | Local at tips and jet path | Massive vapor load at scale | Safety, enclosure design, fiber morphology |
| Collector design (static/drum/R2R) | Scanning helps uniformity; alignment feasible | Often paired with R2R for area output | Basis weight uniformity, alignment |
| Maintenance & cleaning | Cleaning needles/nozzles is recurring | Cleaning baths/electrodes & managing residue | Uptime and real cost/m² |
This is consistent with scale-up literature emphasizing that electrospinning performance is not “one knob,” but a coupled system of field, rheology, and environment.
Productivity (throughput): what “more output” actually means? Defining productivity properly.
For real projects, productivity is not “grams per hoproperly.e. It is:
- Usable nanofiber membrane area per hour (m²/h) at a specified basis weight (g/m²)
- within spec (diameter distribution, pore size, defects)
- after scrap and downtime (net OEE)
Needle-based productivity
- Single-needle: great for controlled R&D, small batches, and materials screening.
- Multi-needle: increases output, but can plateau due to clogging, field coupling, and the labor required to maintain stable jets across many emitters. After precise optimization of parameters, it’s still good choice for R&D and high value nanofiber patches.
Scale-up reviews repeatedly describe multi-needle as feasible but operationally complex.
Needleless productivity
Needleless systems can generate many jets at once, which is why they are often selected for industrial filtration, barrier layers, and large-area membranes. The core advantage is distributed jetting without individual needle channels, random jets provides more homogeneous nanofiber membrane form, not manipulated but random homogenous.
But: high jet count increases solvent vapor and demands better enclosure ventilation, solvent recovery, and sometimes higher CAPEX for safety compliance.
Fiber quality and uniformity (what “good fibers” means at scale)
Quality metrics that matter.
- Fiber diameter distribution (not just mean)
- Bead density (defect rate)
- Pore size and permeability consistency
- Basis weight uniformity (g/m² across width and length)
- Functional performance (filtration efficiency/pressure drop, drug release profile, mechanical strength)
- Physical stability of nanofiber membrane on carrier substrate.
Needle-based quality behavior.
Needle systems often win when you need:
- narrow diameter distribution, precise control and thinner fibers.
- stable deposition location, manipulation.
- advanced structures: coaxial, triaxial, core–shell, multi-fluid recipes
Many pilot-scale needle systems emphasize configurability for coaxial or multi-emitter heads.
Needleless quality behavior
Needleless can be excellent for:
- high-area membranes, bulk uses
- consistent average performance when the field and surface renewal are engineered well
But needleless systems can show:
- wider diameter distributions if local field varies
- cross-web basis weight gradients if jet density varies across the emitter surface
A practical takeaway: needleless is often “process-integrated uniformity” (uniformity achieved by collector motion + field design + surface renewal), while needle-based is often “emitter-level uniformity.”
Scalability (what breaks first when you go from lab to pilot)
Scale-up bottleneck #1: Electric field management across width.
Scaling means larger collectors, wider webs, and more jets. Maintaining a stable electric field across a wide area is difficult. Reviews of scale-up technologies emphasize device architecture and field control as central issues. The materials chosen for constructing the machine should offer excellent insulation properties and minimize static charge buildup, using advanced high-tech materials. Inexperienced or budget machine brands often neglect these crucial aspects, leading to numerous issues for customers after the installation of electrospinning machines.
Scale-up bottleneck #2: Solvent management becomes “the factory problem”
At lab scale, solvent smell is an inconvenience. At pilot/industrial scale electrospinning, solvent is:
- a safety system design topic (LEL monitoring, ventilation)
- a reproducibility topic (vapor saturation changes evaporation and morphology)
- an operating cost topic (HVAC, filtration, solvent recovery)
Scale-up bottleneck #3: Uptime and cleaning dominate economics.
At scale, even small interruptions (needle cleaning, bath residue removal, electrode coating drift) change TCO more than small differences in theoretical throughput.
Pros and cons (clear, practical)
Needle electrospinning (single/multi) — pros
- High control of flow rate and jet position
- Strong fit for advanced structures (coaxial/core–shell) and multi-material experiments
- Often easier to achieve narrow nanofiber diameter distributions in R&D conditions
- Easier parameter mapping for materials development
Needle electrospinning — cons
- Needle clogging and tip drying (worse with particles/additives)
- Multi-needle balancing is complex
- Maintenance scales roughly with number of needles
- Throughput can be insufficient for large-area production needs
Needleless electrospinning — pros
- Many jets can form simultaneously across the surface (throughput pathway)
- No needle clogging as a dominant failure mode when nanofibers forming
- Often fits roll-to-roll, wide web production and bulk manufacturing strategies,
Needleless electrospinning — cons
- Jet count and location are emergent → can be harder to “lock in” tight distributions
- Surface renewal, viscosity drift, and contamination must be engineered
- Solvent vapor handling and enclosure requirements can be more demanding at high output
- Process window can be more coupled (a change in conductivity/humidity can change jet density)
Neutral comparison table, comparing manufacturers and different brands technically
Below is a “market archetype” table you can use to compare solutions without naming brands.
| Vendor archetype (no names) | Typical architecture | Common positioning | Best-fit use cases | Typical trade-offs |
|---|---|---|---|---|
| Needleless free-surface industrial OEM (EU) | Patented free-surface / coated-electrode needleless | “Industrial throughput + uniform webs” | Filtration media, barrier membranes, large-area R2R | Higher enclosure/solvent systems; process coupling across surface |
| Lab-to-pilot-to-industrial precision platform (EU) | Needle-based with configurable multi-emitter, coaxial options | “R&D + pilot scaling in one platform with needleless open surface hybrid electrospinning” | Pharma/biomed development, functional fibers, core–shell | Multi-emitter complexity; cleaning and flow balancing |
| Pilot cleanroom-oriented integrator (EU) | Pilot needle-based with safety, extraction, filtration | “Safety + pilot manufacturing readiness” | GMP-like environments, regulated workflows | CAPEX for safety features; throughput depends on emitter count |
| Custom industrial line builder | Mixed; often application-driven | “We build to your product” | Mature products needing turnkey integration | Long engineering lead time; higher integration risk |
Total Cost of Ownership (TCO): the framework that avoids expensive mistakes.
TCO is where most teams miscalculate. They compare machines, but ignore the cost of making spec-compliant membrane reliably, and after sales costs.
A practical TCO model (what you should actually compute)
Cost per usable m² = (CAPEX amortization + Labor + Consumables + Energy + Solvent handling + Maintenance + QA/QC + Scrap) / Usable m² shipped
What tends to dominate TCO in needle systems
- Downtime from needle cleaning/clogging
- Operator time balancing multi-needle flow and diagnosing instability
- Scrap from local deposition nonuniformity when jets drift
What tends to dominate TCO in needleless systems
- Solvent management & safety OPEX at high output
- Cleaning and residue management of emitter surfaces/baths
- QA costs if diameter distribution or basis weight becomes wider and needs tighter inspection
A decision shortcut that usually works
- If your value is in precision structure (coaxial/core–shell), expensive actives, or regulated biomed development → needle-based is often the safer economic path.
- If your value is in area output (wide nanofiber membranes) and you can tolerate a wider distribution (or control it with collector/field design) → needleless often wins, provided solvent systems are engineered properly.
Scale-up reviews emphasize that commercial success depends on matching architecture to application and manufacturing constraints—not only on fiber formation physics.

Practical selection guide (what to choose and why)
Choose needle-based electrospinning machines when you need:
- Tight nanofiber diameter control and repeatability for R&D
- Coaxial/triaxial or multi-fluid nanofiber structures
- Lower-volume, high-value nanofiber membranes like biomedical or chip industry
- Rapid recipe iteration with clear parameter mapping
Choose needleless when you need:
- High-area output for nanofiber nonwovens (filtration, separators, barrier layers)
- Reduced needle-related maintenance in electrospinning process
- A scale-up path aligned with continuous collection and manufacturing of nanofibers
Hybrid reality (common in serious programs)
Many organizations do both:
- Develop the formulation + target morphology on needle-based lab equipment
- Translate to a pilot line or industrial scale (needle-based multi-emitter or needleless) for production economics
This “lab-to-pilot” electrospinning process progression is a common theme across market and scale-up reviews.
Discover more with INOVENSO, a global leader and highly experienced manufacturer of advanced electrospinning machines.
- Inovenso NanoSpinner24 multinozzle electrospinning machine (lab scale / multi-nozzle): Learn More.
- Inovenso StreamSpinner550 open-surface pilot-scale roll-to-roll line (open surface / continuous):
- Inovenso electrospinning equipment product listing (lab + pilot/industrial categories):

FAQ’s
What is the difference between needleless and needle electrospinning?
Needle electrospinning forms jets from one or more nozzles with controlled flow, while needleless electrospinning forms multiple jets from a free surface or coated electrode, often enabling higher throughput.
Is needleless electrospinning always higher productivity?
Not always. Needleless can enable more jets, but real productivity depends on uptime, web uniformity, scrap rate, and solvent handling limits in enclosed pilot/industrial environments. Learn the details.
Which electrospinning method gives better fiber uniformity?
Needle-based systems often achieve tighter control at lab scale, while needleless uniformity depends heavily on field design, surface renewal, and collector motion. Both can produce high quality if engineered correctly.
What are the main scalability challenges in electrospinning?
Electric field uniformity across width, solvent evaporation management at high output, environmental control (humidity/temperature), and downtime from cleaning/maintenance are the most common scale-up bottlenecks. Read More
How does humidity affect electrospinning fiber quality?
Humidity changes charge dissipation and solvent evaporation rate, which can shift fiber diameter, bead formation, and web defects. Its impact often increases during scale-up because vapor load rises with throughput.
Which electrospinning technology is better for filtration media production?
Needleless and roll-to-roll oriented architectures are commonly selected for large-area filtration membranes, but multi-emitter needle systems can also work when uniformity and process control are strong and maintenance is managed.
What is total cost of ownership (TCO) for electrospinning equipment?
TCO is the true cost to produce spec-compliant nanofiber membrane over time, including CAPEX, labor, consumables, maintenance, downtime, solvent handling, QA, and scrap—best measured as cost per usable m² shipped.
Can needle electrospinning be scaled for industrial manufacturing?
Yes—via multi-emitter architectures, scanning collectors, and controlled environments—but complexity and maintenance increase, which is why needleless approaches also exist as scale-up solutions. The term “industrial” varies; products like electronic chips, sensors, or vascular stents require only small, precisely manufactured nanofiber areas, yet are sometimes still considered industrial.
Check those credible sources learn more about;
- Needleless electrospinning mini-review (MDPI Processes, 2020):
- Scale-up of electrospinning technology review (Wiley WIREs Nanomedicine & Nanobiotechnology, 2020):
- Scale-up market overview (open-access on PubMed Central, 2021):
References
- Partheniadis et al., “Needleless Electrospinning…” (Processes, 2020).
- Vass et al., “Scale-up of electrospinning technology…” (WIREs, 2020).
- Omer et al., “Scale-up of Electrospinning: Market Overview…” (Pharmaceutics / PMC, 2021).
- ACS Applied Energy Materials (2024) on effective needleless electrospinning methods.